
 Eng
Eng
Thuis / Nieuws / Blindklinkmoeren: wat ze zijn, hoe u ze correct installeert en welk type u moet kiezen



Wij verwelkomen u om contact met ons op te nemen, niet alleen uw betrouwbare leverancier, maar ook uw Turstworthy -zakenpartner.
 +(86) -133 8863 9264
+(86) -133 8863 9264
Mar 25,2026
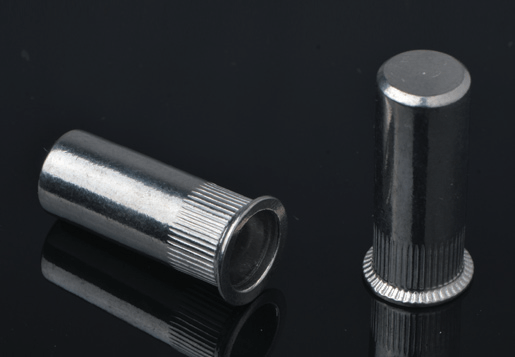
Blindklinkmoeren - ook wel klinkmoeren, inzetstukken met schroefdraad, inzetstukken met blinde schroefdraad of nuterts genoemd - zijn dunwandige cilindrische bevestigingsmiddelen met een binnendraad die vanaf één kant in een voorgeboord gat worden geïnstalleerd, zonder enige toegang tot de achterkant van het materiaal. Eenmaal geïnstalleerd, bieden ze een sterk, permanent verbindingspunt met schroefdraad in materialen die te dun zijn om op zichzelf een bruikbare schroefdraad vast te houden, materialen waarbij tikken niet voldoende uittreksterkte zou bieden, of samenstellingen waarbij de achterkant van het paneel na fabricage volledig ontoegankelijk is.
Het installatieprincipe is eenvoudig maar mechanisch elegant: de klinkmoer wordt door het gat gestoken terwijl het schroefdraadlichaam aan de toegankelijke kant uitsteekt. Een plaatsingsgereedschap grijpt in op de binnendraad en trekt aan de steel terwijl hij de flens vasthoudt, waardoor het achterste deel van het lichaam zonder schroefdraad instort en naar buiten vervormt tot een uitstulping die beide zijden van het materiaal tussen de uitstulping en de flens vastklemt. Het resultaat is een vastgeklonken, niet-roterende schroefdraadbevestiging die permanent in het gat is verankerd. De geïnstalleerde klinkmoer kan dan een standaard bout of schroef accepteren vanaf de toegankelijke kant, waardoor in feite een moer ontstaat op een plaats waar anders geen moer zou kunnen worden vastgehouden.
De technische waarde van blindklinkmoeren is het duidelijkst zichtbaar bij de fabricage van plaatstaal, waar dunne stalen en aluminium panelen veilige schroefdraadverbindingen nodig hebben voor deksels, beugels, handgrepen en montage van apparatuur zonder lasmoeren of met behulp van kooimoeren die toegang tot beide zijden vereisen. Ze zijn even waardevol in composietpanelen, holle extrusies, plastic behuizingen en elke structuur waar de combinatie van eenzijdige toegang en sterke schroefdraadverbinding anders een herontwerp zou vereisen. Een goed geïnstalleerde blindklinkmoer uit 2 mm staalplaat kan uittrekkrachten van 3.000–7.000 N en een stripkoppelweerstand van 4–25 N·m bieden, afhankelijk van de draadgrootte en het materiaal - prestaties die gelaste moeren kunnen bereiken, maar die geen enkele conventionele getapte draad in dunne plaat kan benaderen.
Blindklinkmoeren worden vervaardigd in verschillende kopconfiguraties en lichaamsprofielen die van invloed zijn op hoe het geïnstalleerde bevestigingsmiddel ten opzichte van het paneeloppervlak zit, hoeveel koppel het kan weerstaan voordat het draait, en welk paneeldiktebereik het kan verwerken. Het selecteren van de juiste behuizingsstijl is net zo belangrijk als het selecteren van het juiste materiaal en de juiste schroefdraadmaat; het gebruik van een klinkmoer met platte kop waar een verzonken kop vereist is, of een gladde behuizing waarbij een gekarteld lichaam nodig is om rotatie te voorkomen, levert een installatie op die niet voldoet aan de ontwerpvereisten, ongeacht hoe nauwkeurig deze is ingesteld.
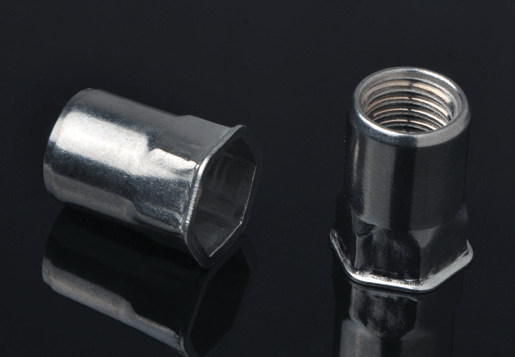
De platte kop (ook wel grote flens of standaardflens genoemd) is de meest voorkomende klinkmoerkopstijl. De flensdiameter is groter dan de gatdiameter, zit trots op het paneeloppervlak en steunt ertegen om de klemkracht te verdelen. Klinkmoeren met platte kop worden gebruikt waar de geïnstalleerde bevestigingskop niet gelijk hoeft te liggen met het oppervlak - aan de binnenkant van behuizingen, op structurele beugels en bij verborgen montagetoepassingen. De grote flensdiameter zorgt voor een goed draagoppervlak tegen het paneelmateriaal, wat belangrijk is bij zachtere materialen zoals aluminiumplaten en plastic, waar een kleine flens onder hoge boutbelastingen door het gat zou kunnen trekken.
Verzonken blindklinkmoeren hebben een schuine flens die ontworpen is om vlak met of onder het paneeloppervlak te zitten wanneer ze in een verzonken gat worden geïnstalleerd. Hierdoor ontstaat na installatie een volledig vlak oppervlak, wat essentieel is bij aerodynamische oppervlakken, schuifmechanismen, decoratieve panelen en elke montage waarbij een uitstekende bevestigingskop functioneel of esthetisch onaanvaardbaar zou zijn. De verzonken hoek is doorgaans 90° of 120°, passend bij de standaard verzinkboorgeometrieën. Verzonken klinkmoeren vereisen een extra verzinkbewerking op het gat vóór installatie, wat een processtap toevoegt, maar de resulterende verzonken installatie is vaak de enige aanvaardbare oplossing voor de toepassingsvereisten.
Blindklinkmoeren met gereduceerde kop hebben een kleinere flensdiameter dan standaardontwerpen met platte kop, waardoor installatie mogelijk is op locaties waar de ruimte tussen het gat en een aangrenzend element beperkt is - nabij paneelranden, dichtbij lasnaden of in kanalen waar een full-size flens fysiek niet zou passen. Het kleinere lageroppervlak van de kleinere flens betekent een lager doortrekvermogen in zachte materialen, dus varianten met kleinere opvoerhoogte zijn het meest geschikt voor hardere materialen zoals staalplaat, waar de flenslagerspanning lager is in verhouding tot de vloeigrens van het materiaal. Sommige toepassingen gebruiken ook een gekarteld of zeshoekig buitenlichaamsprofiel in combinatie met gereduceerde koppen om rotatie onder koppel te voorkomen, ter compensatie van de verminderde flensgreep van de kleinere diameter.
Blindklinkmoeren worden vervaardigd in vier primaire materiaalfamilies, elk geschikt voor verschillende basismateriaalcombinaties, milieublootstellingen en belastingsvereisten. Bij de keuze van het klinkmoermateriaal moet niet alleen rekening worden gehouden met de mechanische vereisten van de verbinding, maar ook met de galvanische compatibiliteit met het moedermateriaal. Door een stalen klinkmoer in een aluminium paneel in een maritieme omgeving te installeren, ontstaat een galvanische cel die het omringende aluminium binnen enkele maanden zal vernietigen.
| Material | Uittrekkracht | Corrosiebestendigheid | Compatibel oudermateriaal | Beste toepassingen |
|---|---|---|---|---|
| Staal (verzinkt) | Hoogste | Matig (binnen/droog) | Staal, ijzer, harde kunststoffen | Industriële behuizingen, machines, voertuigen |
| Aluminium | Matig | Goed (buiten) | Aluminium sheet, thin composites | Luchtvaartpanelen, maritieme accessoires, EV-carrosserieën |
| Roestvrij staal (A2/A4) | Hoog | Uitstekend | Staal, RVS, aluminium (met isolator) | Marine, voedselverwerking, buitenuitrusting |
| Messing | Matig–High | Zeer goed | Kunststoffen, PCB's, non-ferropanelen | Elektronicabehuizingen, sanitaire voorzieningen |
Stalen klinkmoeren met zinkgalvanisering worden het meest gebruikt en bieden de hoogste absolute uittrek- en koppelwaarden, waardoor ze de standaardkeuze zijn voor toepassingen van constructiestaalplaten in beschutte of droge binnenomgevingen. De verzinking biedt een matige corrosiebescherming die voldoende is voor industriële apparatuur binnenshuis, maar onvoldoende voor langdurige blootstelling buitenshuis of aan de kust. Voor buitentoepassingen op staalconstructies bieden roestvrijstalen A2 (304) of A4 (316) klinkmoeren de nodige corrosieweerstand - A4 kwaliteit in chloorzware maritieme omgevingen, waar A2 het risico zou lopen op spleetcorrosie onder de geïnstalleerde flens.
Aluminium klinkmoeren uit aluminium moedermateriaal zijn galvanisch gezien de ideale keuze voor aluminium constructies en panelen. Hun lagere vloeigrens in vergelijking met staal betekent dat ze bij installatie een zachtere uitstulping produceren, wat gunstig kan zijn bij dunne of kwetsbare moedermaterialen waarbij de installatiekracht van een stalen klinkmoer de gatzone zou vervormen. Er mogen geen aluminium klinkmoeren worden gebruikt als de klembout een stalen bevestigingsmiddel met hoge sterkte is, aangedraaid tot waarden die groter zijn dan het koppel van de draadstrip van het zachtere aluminium inzetstuk. In dergelijke gevallen is een stalen of roestvrijstalen klinkmoer vereist, met passende galvanische isolatiemaatregelen voor het aluminium paneel.
Blindklinkmoeren zijn verkrijgbaar in metrische draadmaten van M3 tot en met M16 en in uniforme draadmaten van 6-32 UNC tot en met 3/8-16 UNC, die het volledige scala aan bevestigingsmaten dekken die worden gebruikt in licht plaatwerk tot middelzware structurele toepassingen. Het gripbereik - het bereik van de diktes van het moedermateriaal waar de klinkmoer geschikt voor is - is net zo belangrijk als de draadmaat, omdat een klinkmoer die in materiaal buiten het gripbereik is geïnstalleerd, ofwel geen goede uitstulping zal vormen (te dik) of te veel zal vervormen en het lichaam zal splijten (te dun).
Elk klinkmoermodel is ontworpen voor een specifiek gripbereik, doorgaans met een materiaaldiktevariatie van 1,5–4 mm binnen één enkel onderdeelnummer. Een klinkmoer die is gespecificeerd voor een gripbereik van 0,5–3,0 mm, kan correct worden geïnstalleerd in elk plaatstaal of paneel binnen dat diktebereik, waardoor een consistente uitstulping ontstaat die de volledige nominale klemkracht biedt. Het installeren van een klinkmoer met een gripbereik van 0,5–3,0 mm in materiaal van 4 mm is een veel voorkomende veldfout die leidt tot een installatie waarbij het lichaam niet voldoende is vervormd om de achterkant van het materiaal vast te pakken - de klinkmoer zal draaien of uittrekken onder zeer lage belasting.
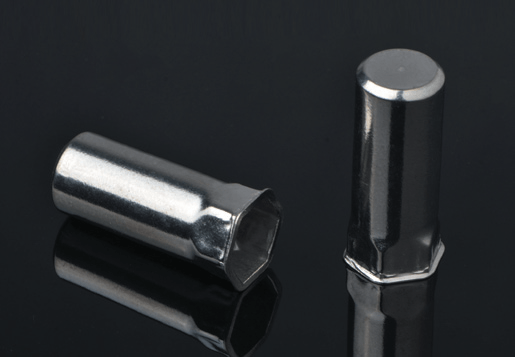
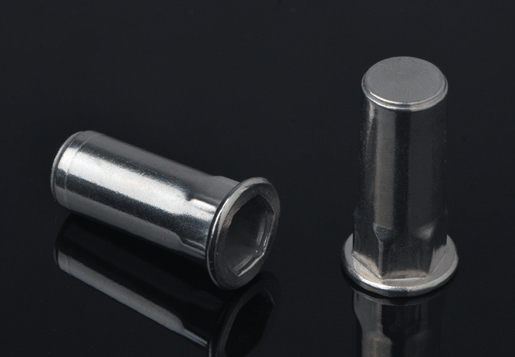
Standaard klinkmoeren met open uiteinde hebben een lichaam met doorlopende schroefdraad dat zowel aan het flensuiteinde als aan het uitstekende (blinde) uiteinde open is. Hierdoor kan elke boutlengte door het geïnstalleerde inzetstuk gaan, maar betekent dit ook dat vloeistoffen, gassen en verontreinigingen in beide richtingen door het klinkmoerlichaam kunnen gaan. Bij toepassingen waarbij vloeistof- of drukafdichting op de locatie van het bevestigingsmiddel vereist is (behuizingen onder druk, buitenapparatuur, vloeistofhoudende panelen) moeten klinkmoeren met gesloten uiteinde en een afgedicht blind uiteinde worden gespecificeerd. Ontwerpen met een gesloten uiteinde hebben dezelfde externe geometrie en installatiemethode als ontwerpen met een open uiteinde, maar blokkeren de doorgang van vloeistof door het inzetlichaam, waardoor de integriteit van eventuele pakkingen of afdichtmiddelen op het verbindingsvlak behouden blijft zonder dat extra afdichtingsmaatregelen bij het bevestigingsgat nodig zijn.
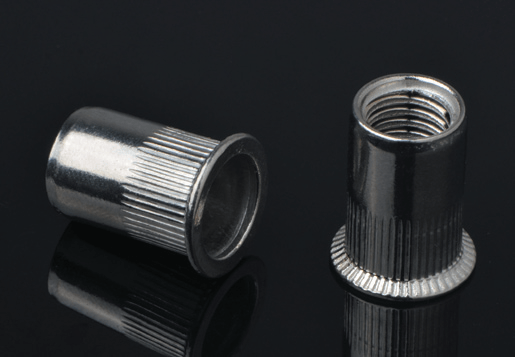
Standaard blindklinkmoeren met gladde behuizing zijn afhankelijk van wrijving tussen de vervormde uitstulping van het lichaam en het paneelmateriaal om rotatie te voorkomen wanneer de bijbehorende bout wordt vastgedraaid of verwijderd. Bij zachte materialen – dun aluminium, plastic en composietpanelen – kan deze wrijvingsweerstand onvoldoende zijn, waardoor de klinkmoer in het gat gaat draaien in plaats van dat de bout kan worden vastgedraaid of verwijderd. Gekartelde klinkmoeren hebben longitudinale kartels of een gekarteld patroon op het buitenoppervlak van de behuizing dat tijdens de installatie in de gatwand snijdt, waardoor een positieve mechanische anti-rotatievergrendeling ontstaat, onafhankelijk van de klemwrijving. Gekartelde klinkmoeren zijn de juiste specificatie voor elke toepassing waarbij het moedermateriaal zacht genoeg is om draaien onder matig koppel mogelijk te maken, of waarbij de bout regelmatig wordt verwijderd en opnieuw geïnstalleerd gedurende de levensduur van het product.

Voor de juiste installatie van blindklinkmoeren is een plaatsingsgereedschap nodig dat de precieze combinatie van trekkracht en slag kan toepassen die nodig is om de uitstulping te vormen zonder het lichaam te veel of te weinig in te stellen. Het gebruik van het verkeerde gereedschap – of het verkeerd gebruiken van het juiste gereedschap – is de meest voorkomende oorzaak van zwakke of mislukte montage van klinkmoeren. De gereedschapskeuze is afhankelijk van de schroefdraadmaat die wordt geïnstalleerd, het productievolume en de toegankelijkheid van de installatielocatie.
Handmatige klinkmoer-instelgereedschappen maken gebruik van een schaar- of hefboommechanisme met twee handvatten om de trekkracht op de doorndraad te genereren, waardoor de uitstulping wordt gevormd door mechanische hefboomwerking. Ze zijn goedkoop, vereisen geen stroombron en zijn geschikt voor incidenteel gebruik of reparatiewerkzaamheden in het veld aan kleine schroefdraadmaten - meestal M3 tot M8. De beperking van handmatig gereedschap is vermoeidheid van de operator en inconsistentie bij de productie van grote volumes, waarbij de installatiekracht varieert tussen operators en in de loop van een dienst. Voor M10 en grotere maten is de vereiste trekkracht groter dan wat de meeste operators betrouwbaar kunnen genereren met handgereedschap, waardoor pneumatisch gereedschap of gereedschap op batterijen nodig is.
Pneumatische gereedschappen voor het plaatsen van klinkmoeren gebruiken perslucht om een zuiger aan te drijven die de vereiste trekkracht op de doorn met schroefdraad uitoefent en vervolgens omkeert om de doorn vrij te geven en het ingestelde inzetstuk uit te werpen. Ze leveren consistente installatiekracht, ongeacht vermoeidheid of variatie bij de operator, waardoor ze de standaardkeuze zijn voor gebruik op productielijnen waar per ploegendienst honderden of duizenden klinkmoeren worden geïnstalleerd. Er zijn pneumatische gereedschappen verkrijgbaar met instelbare trekkracht- en slaginstellingen die kunnen worden gekalibreerd voor specifieke klinkmoergroottes en -materialen, waardoor een consistente installatiekwaliteit gedurende de volledige productierun wordt gegarandeerd. Voor de grootste maten (M12–M16) wordt hydraulisch gereedschap gebruikt, waarbij de pneumatische druk alleen onvoldoende is om de vereiste stelkracht van 15–25 kN te genereren.
Het marktaandeel van op batterijen werkende klinkmoeren is aanzienlijk gegroeid, omdat de lithium-ionbatterijtechnologie draadloze gereedschappen krachtig genoeg heeft gemaakt om M8-M12 klinkmoeren met consistente kracht te installeren en zonder de afhankelijkheid van pneumatische gereedschappen van luchtvaartmaatschappijen. Snoerloos gereedschap is ideaal voor installatiewerkzaamheden op locatie, buitendienstwerkzaamheden en productieomgevingen waar geen perslucht beschikbaar is of waar gereedschapsmobiliteit belangrijk is. Toonaangevende fabrikanten, waaronder Stanley Engineered Fastening (POP-merk), Gesipa en Böllhoff bieden draadloze klinkmoergereedschappen aan waarvan de koppel- en slaginstellingen instelbaar zijn via de gereedschapsinterface, waardoor een vergelijkbare installatieconsistentie wordt geboden als pneumatisch gereedschap voor de maten binnen hun capaciteitsbereik.
Een correct geïnstalleerde blindklinkmoer vereist nauwkeurige uitvoering bij elke stap: het voorbereiden van de gaten, de verificatie van de klinkmoerselectie, het kalibreren van het instelgereedschap en de controle na installatie. Snelkoppelingen bij elke stap zorgen voor verbindingen die onder hun nominale belastingscapaciteit bezwijken, en de faalwijze – in het gat draaien of er onder belasting doorheen trekken – wordt vaak pas duidelijk als de verbinding wordt getest of tijdens gebruik faalt.
Blindklinkmoeren verschijnen in een uitzonderlijk breed scala aan industrieën en toepassingen, verenigd door de algemene eis voor een sterke schroefdraadverbinding op een locatie waar slechts één zijde van het moedermateriaal toegankelijk is. Het begrijpen van de specifieke eisen van elke toepassingscontext helpt bij het selecteren van de juiste klinkmoervariant (materiaal, kopstijl, lichaamsprofiel en draadmaat) voor betrouwbare prestaties gedurende de levensduur van het product.
Carrosseriepanelen, deurkozijnen, instrumentenpaneeldragers, batterijbehuizingen in elektrische voertuigen en carrosserieën van aanhangers maken op grote schaal gebruik van blindklinkmoeren om beugels, sierdelen, kabelbeheerhardware en mechanische componenten te bevestigen aan dun plaatmetaal dat na het schilderen niet kan worden gelast of dat onderdelen herhaaldelijk moet accepteren en loslaten gedurende de levensduur van het voertuig. Stalen en roestvrijstalen klinkmoeren in de maten M5-M10 komen het meest voor in carrosserietoepassingen, waarbij aluminium klinkmoeren worden gebruikt in aluminiumintensieve voertuigconstructies om problemen met galvanische corrosie te voorkomen. De hoge productievolumes in de automobielindustrie zijn in het voordeel van pneumatische en robotachtige instelgereedschappen die een consistente installatiekwaliteit leveren met snelheden van honderden klinkmoeren per uur.
Elektrische kasten, serverrekken, bedieningspanelen en behuizingen voor elektronische apparaten gebruiken blindklinkmoeren om bevestigingspunten te bieden voor DIN-rails, kabelgootbeugels, montageplaten voor componenten en scharnierende deuren in dunne stalen of aluminium behuizingspanelen. Bij deze toepassingen dient de klinkmoer vaak ter vervanging van een moer, waardoor er geen aparte losse moer op de ontoegankelijke binnenzijde van het behuizingspaneel nodig is. Messing klinkmoeren hebben de voorkeur in toepassingen waarbij sprake is van PCB-montage of gevoelige elektronica waarbij de magnetische eigenschappen van staal de componenten kunnen verstoren, en waar messing zowel corrosiebestendigheid als uitstekende draadkwaliteit biedt voor de schroeven met fijne spoed die gebruikelijk zijn bij de assemblage van elektronica.
Binnenpanelen van vliegtuigen, ruimten voor elektronische apparatuur, staartbomen van helikopters en casco's voor onbemande luchtvaartuigen (UAV) maken gebruik van blindklinkmoeren van aluminium en roestvrij staal om bevestigingspunten met schroefdraad te verschaffen in dunwandige aluminium huiden en composietpanelen waar klinken geen schroefdraad zou opleveren en lassen onpraktisch of structureel onaanvaardbaar is. Lucht- en ruimtevaarttoepassingen specificeren rivnuts volgens NAS- (National Aerospace Standard) of NASM-specificaties, met strengere maattoleranties en testvereisten dan commerciële catalogusproducten. Varianten met verzonken kop zijn standaard bij aerodynamische oppervlaktetoepassingen om een soepele luchtstroom over het paneeloppervlak te behouden.
Stalen en aluminium buisvormige meubelframes, displayrekken, scheidingssystemen en architecturale bekledingspanelen gebruiken blindklinkmoeren om hardware, verbindingsbeugels, stelvoeten en structurele connectoren te bevestigen aan holle of dunwandige secties waar het inrijgen van het moedermateriaal onvoldoende zou zijn en lassen onpraktisch is na poedercoaten of anodiseren. De mogelijkheid om klinkmoeren te installeren na oppervlaktebehandeling is een aanzienlijk productievoordeel: onderdelen kunnen eerst worden afgewerkt en vervolgens worden voorzien van klinkmoeren zonder het oppervlak te beschadigen, in tegenstelling tot gelaste moeren die moeten worden geïnstalleerd voordat ze worden afgewerkt en beschermd tijdens het coatingproces.
Zelfs met de juiste productspecificaties mislukken blindklinkmoereninstallaties als de procesvariabelen niet onder controle zijn. De volgende problemen zijn verantwoordelijk voor het merendeel van de mislukkingen in het veld en de afwijzingen van de productiekwaliteit, en elk probleem heeft een duidelijke oorzaak en preventiemaatregel.






")
")
")

Copyright © Steady Industrial Fasteners Co., Ltd. All Rights Reserved
